MBR (Membrane Bioreactor)
A Membrane Bioreactor (MBR) is a cutting-edge wastewater treatment technology that combines biological treatment with membrane filtration to produce high-quality treated water. By integrating the activated sludge process with microfiltration or ultrafiltration membranes, MBR systems eliminate the need for conventional secondary clarifiers and tertiary filtration units, resulting in a more compact and efficient treatment solution.
How MBR Technology Works
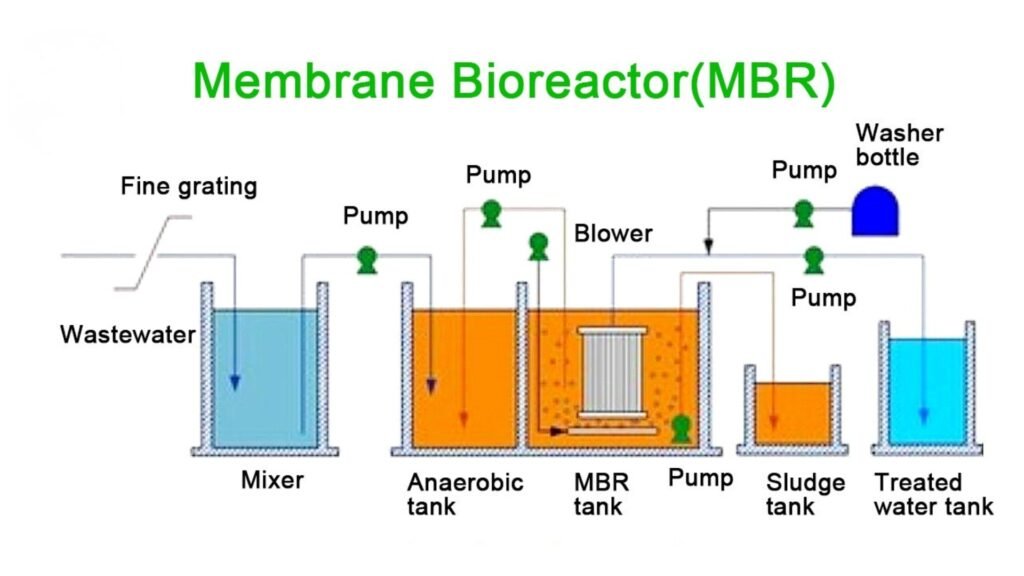
The MBR process operates through a two-stage mechanism. First, wastewater enters an aeration tank where microorganisms break down organic pollutants through biological degradation. The mixed liquor—containing both treated water and biomass—is then passed through membrane modules that perform the critical separation step. These membranes act as an absolute barrier, retaining suspended solids, bacteria, and pathogens while allowing only clean, treated water to permeate through. This dual action of biological treatment and physical filtration ensures superior effluent quality compared to conventional systems.
Key System Components
Screening and Equalization Unit – The first line of defense removes large debris, plastics, and other coarse materials from incoming wastewater. The equalization component balances variations in flow rate and pollutant load, ensuring stable operating conditions downstream.
Bioreactor (Aeration Tank) – This is where the biological magic happens. Microorganisms consume and degrade organic matter, nitrogen, and other contaminants. Adequate oxygen supply through aeration is essential for maintaining healthy microbial populations and optimal treatment performance.
Membrane Tank with Modules – The heart of the MBR system. Membrane modules can be configured as submerged (immersed directly in the bioreactor) or external (in a separate pressure vessel). These modules contain thousands of hollow fiber or flat sheet membranes that perform the solid-liquid separation with pore sizes typically between 0.1 to 0.4 microns.
Air Blowers – Serve a dual purpose: providing oxygen to support biological activity in the aeration tank and creating turbulent flow across membrane surfaces to minimize fouling through continuous scouring action.
Permeate Pump – Creates the necessary suction or pressure differential to draw treated water through the membrane pores. The pump operates on controlled cycles to maintain optimal flux rates and prevent excessive membrane stress.
Sludge Handling System – Manages excess biomass generated during biological treatment. Regular wasting of surplus sludge maintains the desired mixed liquor suspended solids (MLSS) concentration and system balance.
CIP (Clean-in-Place) System – Performs periodic chemical cleaning of membranes using specialized solutions to remove accumulated foulants, restore permeability, and extend membrane lifespan.
Advantages of MBR Technology
MBR systems offer several compelling benefits: exceptional effluent quality suitable for reuse applications, smaller footprint compared to conventional plants, higher biomass concentrations enabling better treatment efficiency, and reliable pathogen removal. These characteristics make MBR particularly attractive for applications where space is limited, water reuse is desired, or stringent discharge standards must be met.